
This User's Guide applies to the Vers WLR v9 models. For earlier versions, the User's Guide can be found at this link.
Purpose
The Vers WLR wireless touch probe is designed to determine the exact coordinates of objects mounted on a CNC milling machine. The CNC system generates these coordinates when probe stylus touches the object and uses them to link the machining program to the location of the workpiece, to measure lengths, diameters, find hole centers, etc. The device can be used with various CNC systems: LinuxCNC, Mach3, embedded systems industrial machines, etc. The probe communicates with the receiver at 2.4 GHz radio frequency, then the receiver is wired to the CNC system. The transmitter is built into the probe. The receiver is included in the kit.
Vers WLR v9 features
1. Unidirectional repeatability 0.001 mm.
2. Tungsten carbide pin-ball contacts.
3. Over travel limit (X,Y) ±10mm, (Z) -7mm
4. Li-ion rechargeable battery LIR2477 3.6v is used, at the same time, the voltage on the contact group is dynamically increased to 16 V for reliable contact closure.
5. Ultra-low probe current consumption:
- 0.4 ma when work, continuous radio communication implemented,
- 0.02 ma in sleep mode,
- 0 ma when the power button is off.
The frequency of recharging with daily use is on average 1-2 times a month, the charging time is 1 hour. You can continue to use the sensor when charging from the receiver. Charging is also possible from any 5 volt chargers. Probe trigger signal will be transmitted through type-c cable when probe is connected to receiver with cable. This can be useful in some cases, such as when there is strong radio interference.
6. A vibration sensor allows to wake up from sleep by shaking or rotating in the spindle from 200 rpm.
7. Splash and dust protection.
8. Receiver features:
- Provides normally closed communication with the probe, or in other words, continuous radio communication by receiving short signal packets from the probe with a frequency of 2 to 5 times per second (user-defined or can be disabled). The reliability of a normally closed circuit over a radio channel is ensured by a protocol with confirmation of reception and duplication of unconfirmed data.
- Radio delay is 0.75 milliseconds, delay in the entire chain from the ball contacts of the probe to OUT pin of the receiver is 1.5 milliseconds.
- Radio signal level indication every time you press the stylus.
- Battery level indication.
- Automatic search for the best of 16 2.4 GHz sub-bands when the probe is turned on or awakened.
- Receiver power source in a wide range of +5V ... +24V at the input and at the output.
- Available NPN-PNP, NC-NO scheme of connection to the CNC controller.
- Input pin for NPN-NC or NC toolsetter.
- The ability to set sleep mode with dip switch.
- Detector of delay over 1.7 ms and output a warning to the ERR output pin.
- LED and buzzer indication of probe triggering, LED indication of error signal.
- Protection against short circuit of the outputs to power or ground, from power reversal.
Specifications
Unidirectional repeatability | 0.001 mm |
Search directions | ±X, ±Y, -Z |
Over travel limit (X,Y) | ±10mm |
Over travel limit (Z) | -7 mm |
Contact force in XY | min 0.5N max 0.8N |
Contact force in Z | 2N |
Tripped signal delay | 1,5 ms |
Power supply of probe (transmitter) | LIR2477 3.6v |
The possibility of charging | Yes |
Current сonsumption of probe | <0,4mA |
Current сonsumption in sleep mode | <0,02mA |
Power supply of receiver | +5v...+24v |
Current сonsumption of receiver for different Vin | 21 mA (5v) 14 mA (9v) 12 mA (12v) 8 mA (24v) |
Radius of the radio channel | 6 m |
Radio frequency | 2,4 GHz |
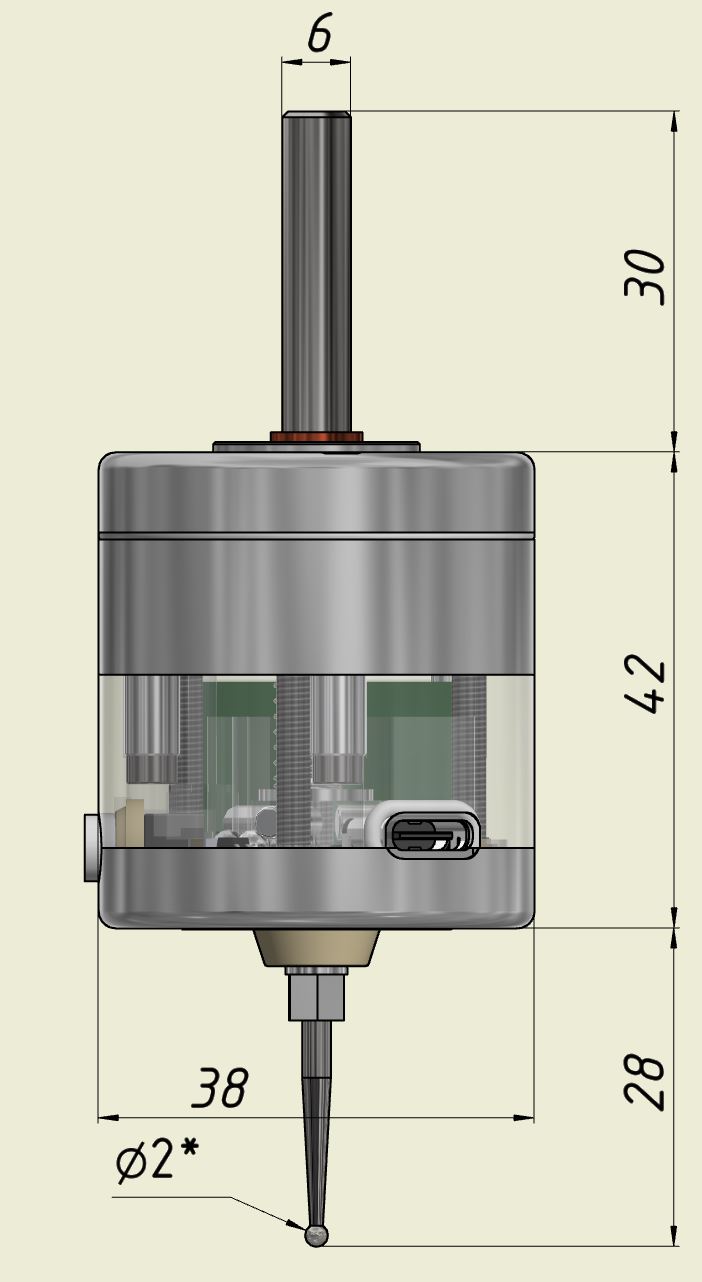
________________
* All sizes are for reference. The diameter of the ball (tip of the stylus) is approximate, in fact it can differ from the specified within ± 0.01 mm, spherical irregularity <0.001 mm.
Connection
![]() The Vers WLR consists of 2 parts: a touch probe and a receiver. To start, you first need to turn on the receiver, then the probe.
The Vers WLR consists of 2 parts: a touch probe and a receiver. To start, you first need to turn on the receiver, then the probe.
![]() To charge the battery, turn OFF the probe and receiver, connect them with the supplied TYPE-C cable, turn ON the probe, than receiver. Also , instead of the receiver, you can use any 5 volt DC source for charging.
To charge the battery, turn OFF the probe and receiver, connect them with the supplied TYPE-C cable, turn ON the probe, than receiver. Also , instead of the receiver, you can use any 5 volt DC source for charging.
![]() To transmit the probe trigger signal via TYPE-C cable, turn OFF the probe and receiver, connect them with the supplied TYPE-C cable, turn ON receiver only.
To transmit the probe trigger signal via TYPE-C cable, turn OFF the probe and receiver, connect them with the supplied TYPE-C cable, turn ON receiver only.
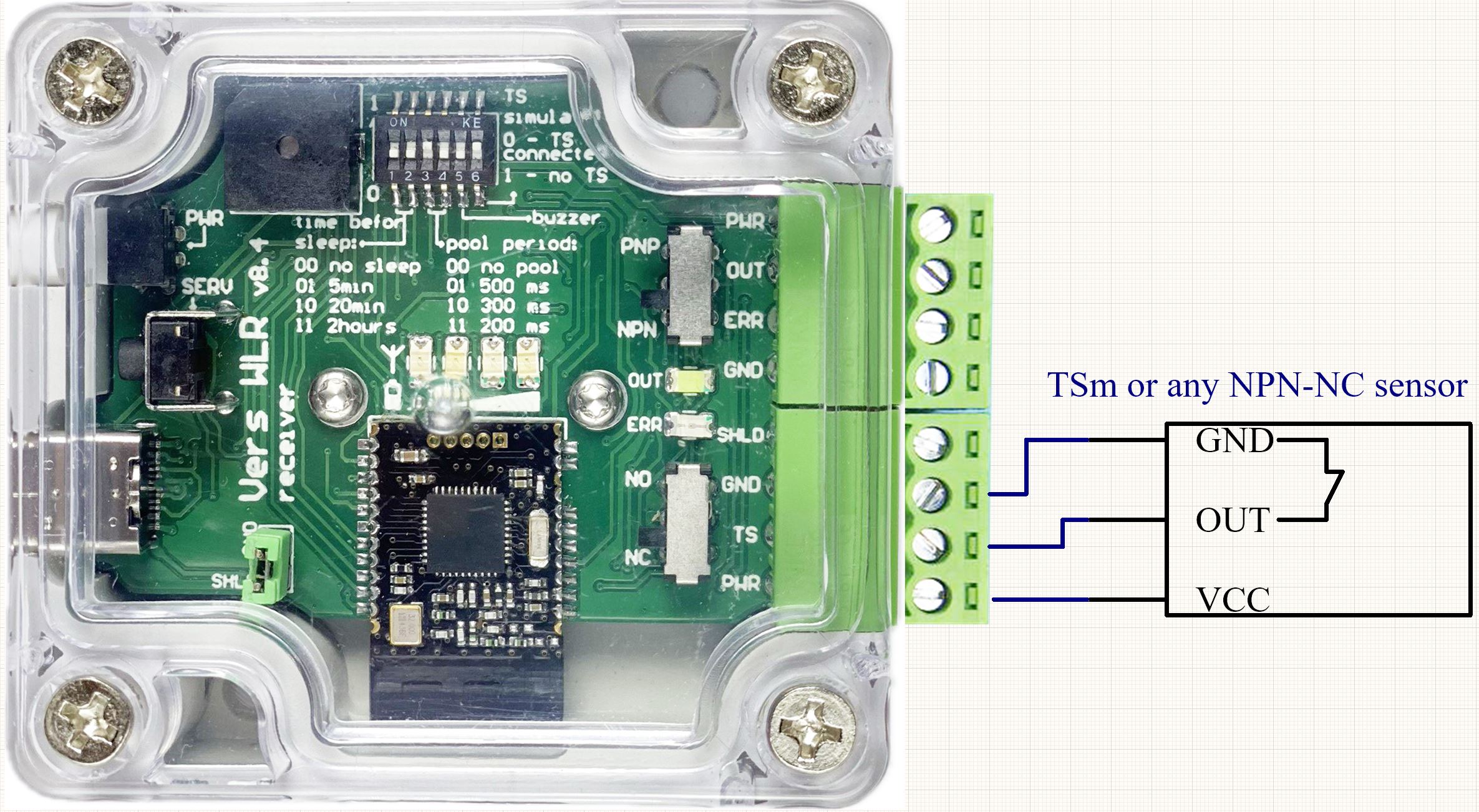
Functions of switches and pinout of the receiver connector.
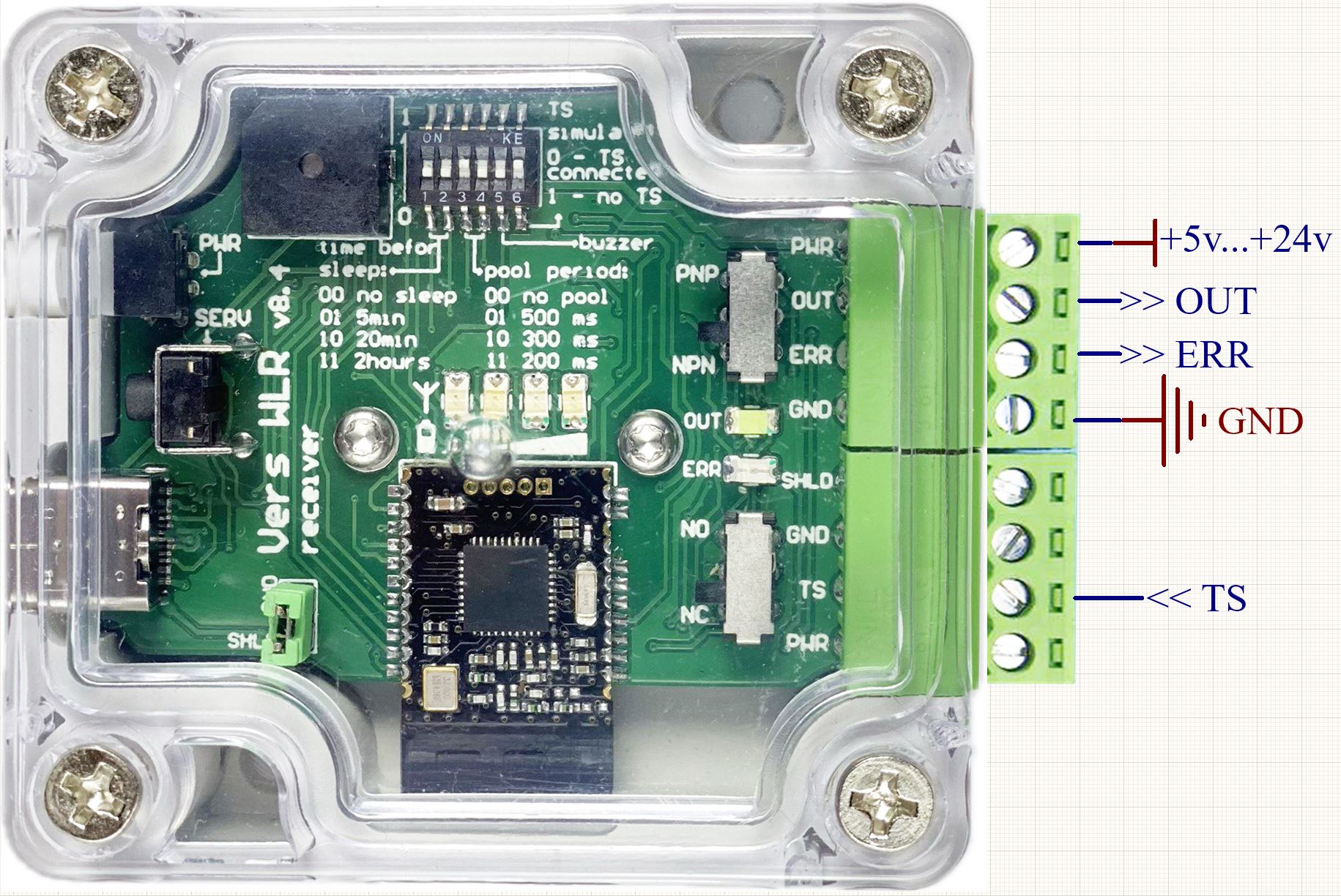
«time before sleep» defines the period of inactivity of the probe, after which the probe will automatically go into sleep mode. The sleep mode is exited by shaking the probe or rotating it in the spindle at a speed of 200 rpm, but not more than 1500 rpm.
«pool period» defines the time interval between sending short handshaking packets. This approach simulates a normally closed connection.
"buzzer" activates a sound signal when the probe is triggered.
"TS simulate" If you are not using the TS input, this switch must be turned ON. The switch permanently connects the TS input to GND. If you decide to use the TS input, then the "TS simulate" switch must be turned OFF and the "Custom PARAMETERS" procedure must be performed (see the description of the "SERV" button below) to set P0=0.
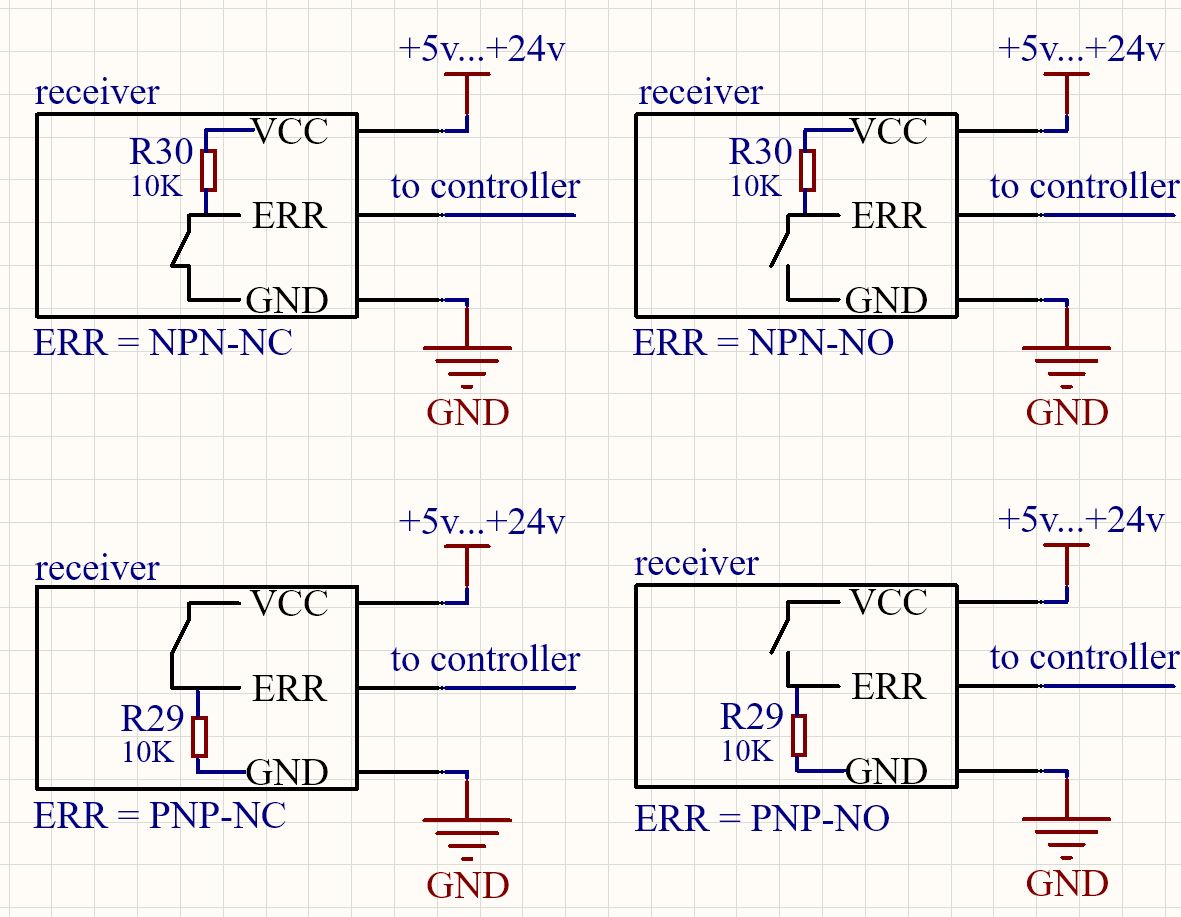
«NC NO» selects between a normally closed NC (recommended) and a normally open NO connection circuit for OUT and ERR pin simultaneously.
«NPN PNP» selects between npn and pnp the connection circuit for OUT and ERR pin simultaneously.
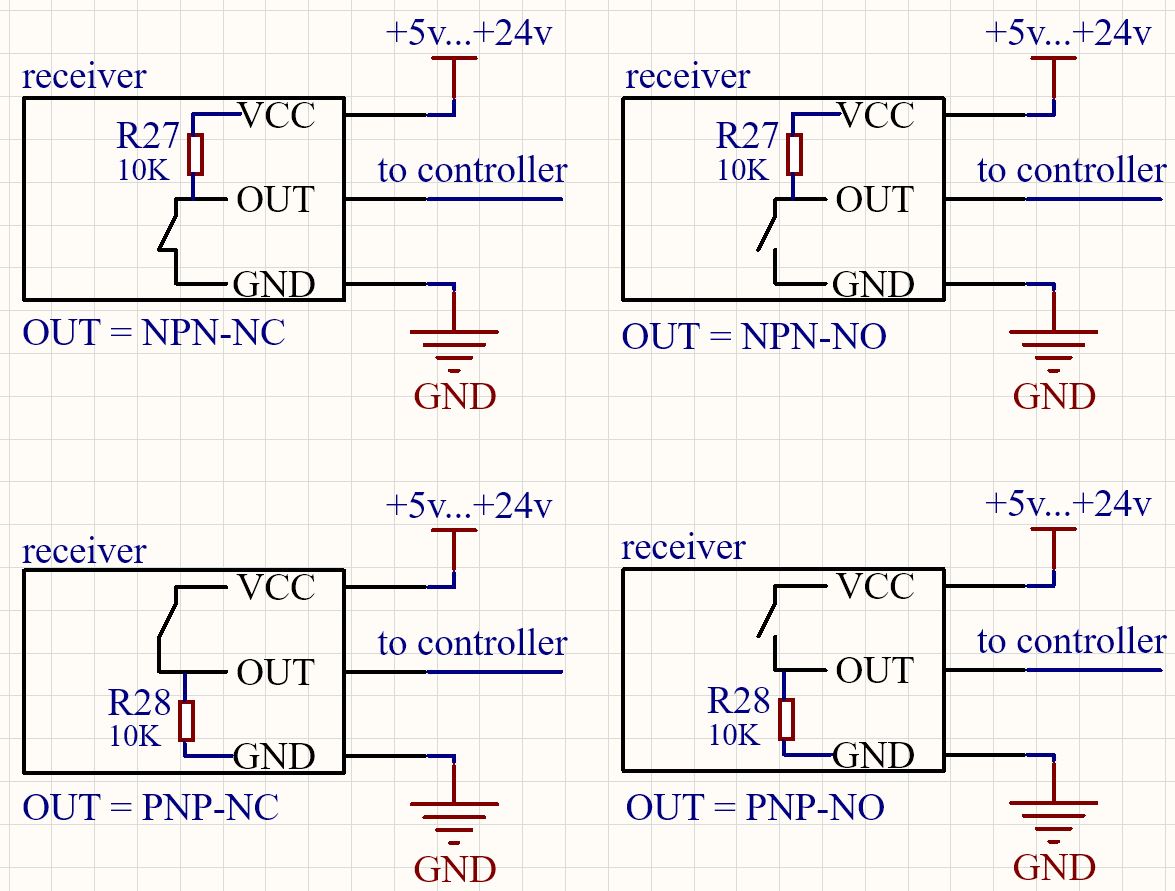
Switches «NC NO» and «NPN PNP» selects one of the 4 circuits of the receiver connection to controller (note, the controller may have its own supply voltage limits).
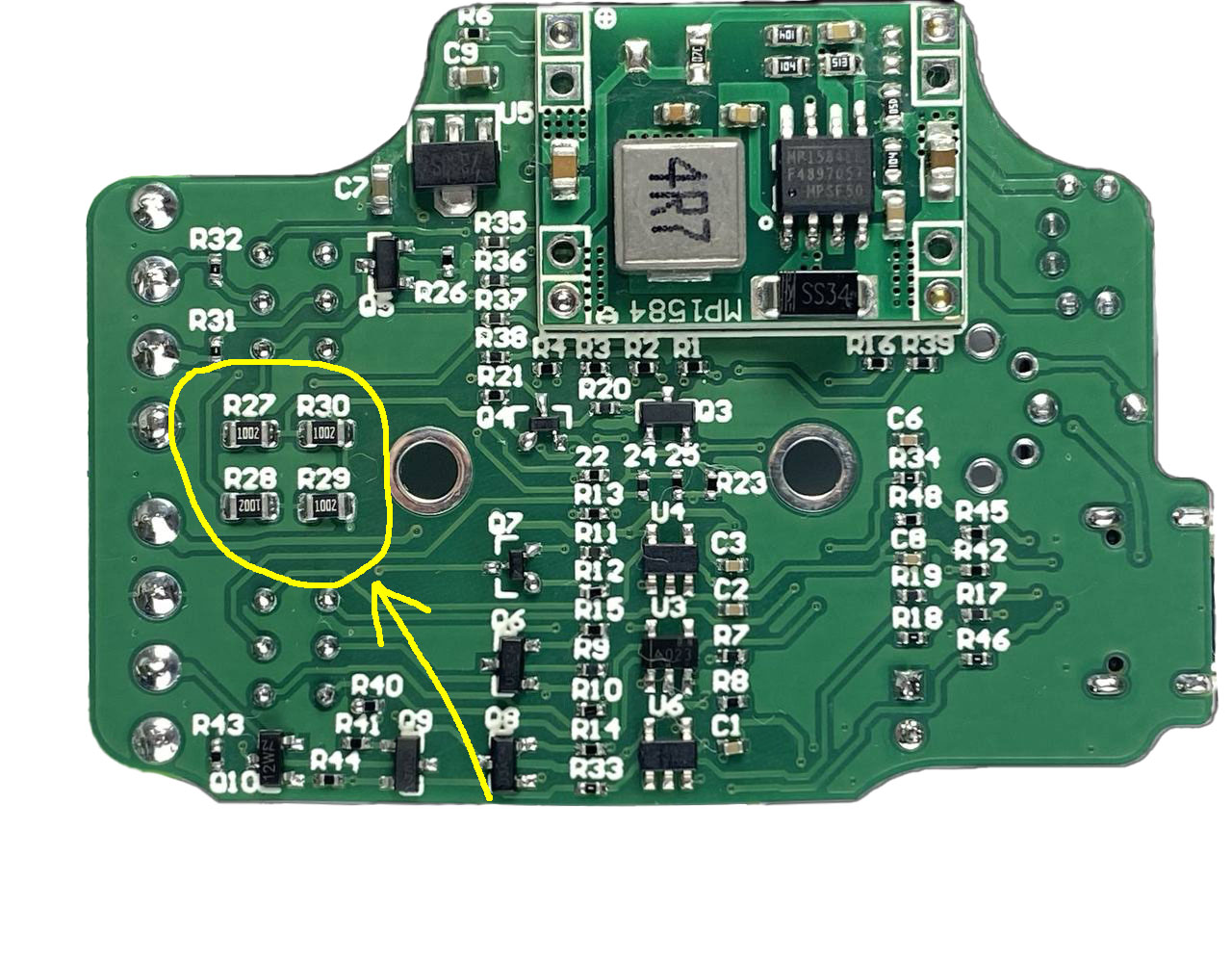
Pull-up (pull-down) resistors are already soldered at the outputs of the receiver (see the diagrams below). If these resistors are not needed to connect to your controller, you can remove them; see the location in the photo below.
Output "OUT" is the main logical output, which signals that the probe is triggered. This output must be physically connected by wire to the corresponding input in the CNC controller.
Output "ERR" is a logic output that signals excessive (more than 1.7 milliseconds) delays. Logic level on the ERR pin is inverted in case of an error, red ERR LED in the receiver indicates the status of ERR pin. The signal lasts as long as the stylus is pressed and returns to normal when the stylus is released. Provides the ability to cancel an incorrect measurement in case of of excessive radio delays. A delay can occur if the previous sending of a short communication acknowledgement packet has not been completed at the time the stylus is pressed, the delay can be up to 12 ms. The probability of such an event depends on the packet confirmation period specified by the user (pool period): 0.2s - 8%, 0.3s - 3% (recommended), 1s - 1%. A software check of the ERR signal is performed immediately after the g-code search command (for example, this is G38 in linuxcnc, G31 in mach3), before releasing the stylus. If an ERR signal is detected, it is recommended to repeat the measurement. Alternatively, you can not use ERR, then, to be completely sure of the measurement, measure the same location twice and accept if both measurements coincide with the required accuracy. Additionally, if you are measuring at a speed of <10 mm/min, the error from the maximum possible delay will be <0.002 mm, which may be sufficient in some cases. ERR is also used to determine whether the probe should be awakened from sleep mode. To wake up in manual mode - shaking, in automatic mode - a software check of the ERR signal is performed before searching for G38 (linuxcnc), G31 (max3), if an ERR signal is detected it is necessary to turn the probe in the spindle at a speed of 200 - 1500 rpm.
The "ERR" pin is connected by a wire to a separate digital input of your CNC controller; the state of this input is processed at the software level.
"SHLD" pin. We recommend connecting cable shields to the SHLD pin on both the input and output. By default, the receiver has a SHLD-GND jumper installed. If your controller already has a SHLD-GND connection installed, then the jumper in the receiver can be removed.
Input "TS" is used to connect the tool setter Vers TSm or third-party NPN-NC or NC sensors to the Vers WLR receiver. This will allow you to combine the signals of two sensors into one common output “OUT”, and will also make it possible to turn OFF or put to sleep WLR, while TSm will continue to work. If you decide to use the TS input, then the "TS simulate" switch must be turned OFF and the "Custom PARAMETERS" procedure must be performed (see the description of the "SERV" button) to set P1=0. Below is the connection diagram of TSm to WLR, in this case TSm uses WLR power supply.
"SERV" button - when the receiver is switched on and that button is pressed simultaneously, one of two service procedures is performed:
1. "Binding probe to receiver" if the probe is connected to the receiver with a TYPE-C cable.
2. Saving new “Custom PARAMETERS” if the probe is not connected to the receiver with cable.
Binding probe to receiver
The devices are shipped with the binding procedure already completed. This procedure is only needed to bind the receiver and probe from different kits.
1. Turn off the receiver, probe, and all Vers wireless devices in the same room.
2. Connect the receiver and probe with a USB cable.
3. Erasing flash-memory: while holding down the "SERV" button, turn on ONLY the receiver, while the probe must be OFF, release the "SERV" button, 2 short beeps will notify you of the successful erasing of the memory. Turn off the receiver. Disconnect the USB cable. The memory was cleared both in the receiver and in the probe.
4. Writing information about the new partner to the flash memory: turn on the receiver, 3 short beeps will notify that the memory has been erased. Turn on the probe. The receiver and the probe communicate wirelessly, automatically exchange and store information about the partner in flash memory when you first turn it on.
Custom PARAMETERS
The user has the ability to change 3 binary parameters recorded in non-volatile flash memory.
PARAMETER | Factory settings | Function |
P1 | 1 | Invert (1) or not (0) the state of the OUT pin in case of going to sleep or turning OFF the probe. This parameter can be set to 1 if you do not plan to connect a tool setter to the TS input, going to sleep or turning OFF the probe will trigger the OUT pin. If you have connected a tool setter to the TS input, then P1 should be 0. |
P2 | 1 | Invert (1) or not (0) the state of the ERR pin in case of going to sleep or turning OFF the probe. The recommended value for this parameter is 1. |
P3 | 1 | Fast (1) or slow (0) search for the best channel. The slower the search, the more accurate it is. On the other hand, slow search slows down the loading of the program when starting or waking up. The recommended value for this parameter is 1. |
To change parameters:
1. Turn OFF receiver.
2. Do not connect the receiver and probe with a TYPE-C cable.
3. Set dip switches 1,2,3 to the desired values for parameters P1, P2, P3, respectively.
4. Saving to flash memory: while holding down "SERV" button, turn ON receiver, release the "SERV" button, 4 short beeps will notify you of the successful saving new values and green leds on bar indicate which parameters have been changed to 1. At this step, all three parameters are saved at once. Therefore, if you want to change any one parameter, please take care to set the other two correctly. Turn OFF the receiver.
5. Return dip switches 1,2,3 to the desired position for everyday use (sleep mode and pool mode).
Probe LED indication
- red LED is ON: stylus pressed;
- green LED 1 short ON pulse: stylus released;
- green LED is constantly lit or switches 2 times per second: the link with the receiver is broken, it is necessary to restart (off-on) the receiver, and then the probe.
- blue LED is on: the battery is charging, with a strong battery discharge the blue LED may not turn on immediately while the dynamic control system restores the charge to a safe minimum level. The blue LED will turn OFF when the charge level reaches 80%.
Receiver LED indication
- red LEDs bar ON: stylus pressed, active LED quantity corresponds to level of transmitted radio signal;
- green LEDs bar ON: stylus released, active LED quantity corresponds to the battery charge level. If there is one green bar left, it means the charge level has dropped below 20% and you can recharge.
- red ERR LED : ERR pin state indication.
- blue OUT LED : OUT pin state indication.
Adjustment
Before starting the measurement, the probe must be adjusted. We clamp the probe into the spindle and place a check indicator next to it (Fig. 1).
The indicator must be sensitive to a weak influence of 0.3-0.5 N (for example, most lever indicators have this property).
We rotate the probe manually and monitor on the indicator the amplitude of the deviation of the probe ball from the axis of rotation.

Fig.1
The deviation is eliminated by turning the adjusting screws (the screws are recessed into the holes of the bottom cover) with a 2 mm hex key from the kit. Adjustment involves both tightening and loosening the screws.
It is recommended to hold for a short lever of the key , so as not to develop excessive force. It will be necessary to perform several cycles of spindle axis rotation--control-- adjustment in order to achieve a minimum deviation acceptable for a particular measurement.
Using
The radio channel in Vers WLR simulates a normally closed connection between the probe and the receiver.
A broken radio channel is identical to a broken wire, with the only difference being that the response to a broken channel at the OUT or ERR outputs comes with a delay equal to the pool period (not to be confused with the delay in the response to pressing the stylus ~1.5 ms). The graph below shows speed-acceleration combinations that are safe for searching (area with green shading), at which the machine will stop without breaking the stylus, even if the radio communication fails at the most “unfortunate” moment when the probe touches the part. Over travel limit 7 mm and pool period of 0.3 s are taken into account.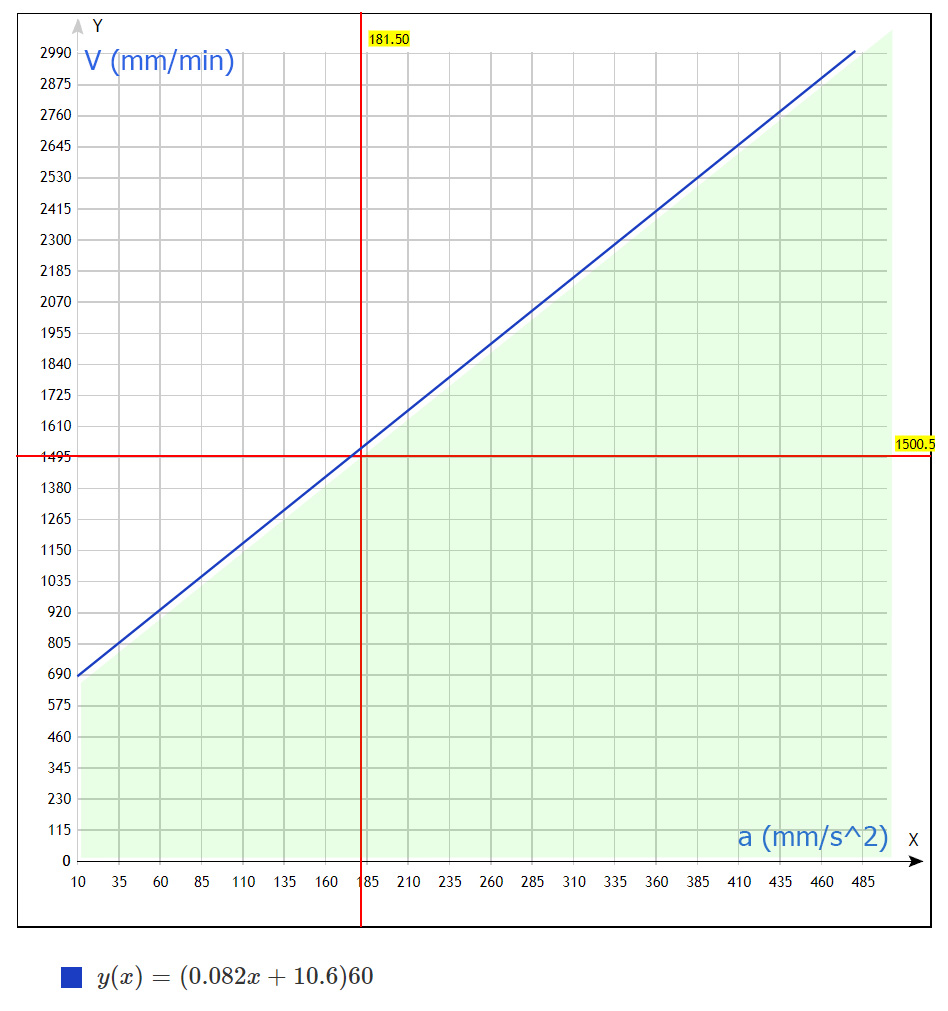
Formula is derived from initial conditions:
S = 7 mm permitted deviation stylus
t = 0.33c is the maximum delay time for detecting a broken connection, after this time it starts decelerating to a complete stop.
V - search speed in mm/min, Y axis on the graph
a - acceleration specified in the machine settings, in mm/c ^ 2, X axis on the graph
(Formula used: S = 2*V * t - a * (t ^ 2) / 2 )
There is software ProbeScreen in free access for convenient work with probe in the LinuxCNC
Probe Wizard - in the Mach3 system.